What Gauge Wire Should I Feed to Marine Fusebox
Marine Wire Termination
Marine Wire Termination – The Tools

PREFACE: This article is long and rather detailed. It is written in two parts and covers crimp tooling, terminal selection, types of terminals and includes plenty of do's & don'ts. The first part covers heat shrink terminals and then goes over insulated terminals.
After writing this article I have had many request to know what tools we actually use here at Compass Marine Inc.. This image shows some of them….
The tools on the left hand side are our primary hand tools.
They are:
AMP – Seven tools total – These are all guillotine style tools, jaws come together vertically not like scissors. These tools are for Red, Yellow & Blue insulated/PIDG & "F" type open barrel terminals. These tools are the GOLD STANDARD & cost lots of money. Most usually only do one or two sizes per tool. (ouch!)
Rennsteig – Orange & Blue handle – This is a high quality German made guillotine style tool that I use for solar work. I also have dies for other types of pin & socket type waterproof connectors such as Deutsch or Molex.
Molex – Three tools for pin & socket style connectors either waterproof or non waterproof. I use these for assembling field install waterproof connectors for radar, Espar heaters etc. etc…
Hollingsworth – This is a tool that I modified to use for heat shrink 14-16GA butt splices & brazed barrel heat shrink 14-16GA ring terminals when proto-typing a higher performing heat shrink tool . NOTE: This tool was not designed for heat shrink but in testing out performed many heat shrink specific dies and was the predecessor to the CMI PRO-HST tool.
Anderson – This is a tool that I use for 45A Anderson Power Pole connectors..
Daniels – This is an Aeronautical grade tool I use for multi-pin plugs that use this type of pin crimp. This tool is insanely expensive.
PM Hand Tools – A Swedish made parallel style tool I use for crimp/solder style PL-259 VHF connectors.
The tools still in packages are tools I use less often or where the specific die information is on the packaging and it is just easier to keep the package. I also did not list any of the mid grade tools. Those are just to $200.00 to $1800.00 tools.
When you are thinking $50.00 is a lot to spend on a tool consider that that wall contains over $7400.00 worth of crimp tools, dies, locators etc. etc..
MARINE WIRE TERMINATION
Crimping is a form of wire termination used the world over and is the number one method used. It is used in everything from the automotive market, aerospace, military, NASA, industry and even in nuclear power plants. Done correctly utilizing the proper tools, crimping is extremely reliable.
There are a few key points with crimping for the marine environment:
- To create a proper cold-formed termination between the terminal and wire
- To use tools and terminals that result in consistent & easily repeatable terminations
- To use wire and terminals that can handle the marine environment
- To produce terminations that don't result in high resistance
- To choose terminals that are made from tin plated copper not aluminum
- To choose tools that allow for a repeatable crimp before releasing
- To use proper technique which will result in a reliable time tested and proven termination
The Good, The Bad & the Ugly of Crimp-Tools

In this photo I have lined up a short selection of wire crimping tools. The one on the far left is NOT A CRIMPING TOOL! I only say this because I have witnessed people putting together marine terminations with a pair of PLIERS.
The next crimper, the one with the yellow handles, is a cheap hardware store quality crimper and should only ever be used in an absolute emergency.
The middle tool is a low grade Klein strip & crimp tool though it's not really well suited for much other than crimping non-insulated terminals and stripping wire.
The fourth tool is a decent DIY grade crimp tool intended for heat shrink crimp terminals. This one is made by FTZ Industries a US manufacturer of crimp terminals and crimp tools. FTZ actually invented the heat shrink crimp terminal. This tool is designed specifically for crimping marine or aviation grade heat shrink terminals. The jaws of this crimper are fairly well machined, and wide enough in cross section, to produce a decent quality crimp. This crimper is also of the controlled cycle or ratcheting type and will not release until a proper crimp has been made.
The final crimper shown is another ratcheting type crimper but this one, set up with the jaws shown, is designed for insulated crimp terminals. It makes a "double crimp" for insulated terminals.
Read on for more details on these different crimpers.
NOTE: There is no such thing as a "marine grade" terminal. I refer to "marine grade" only because that is what the marine retailers call them, and what most boaters know them as. Marine Grade is usually just a high quality insulated or heat shrink crimp termination. The same terminals are sold into aviation, industry and marine applications. In aviation they are often referred to as aviation grade. The difference with aviation terminals is that aviation terminals need to meet minimum standards and need to be crimped with certified tools all of which are far more expensive than the average boater is willing to pay for.
I personally & professionally use aviation certified tools but even a mid grade tool will get you to better than average…
A Good Example of a BAD Crimp Tool

This is an excellent example of a really poor quality crimping and stripping plier. I say plier because I really can't bring myself to calling this a tool. Dollar Store quality crimp-n-strips will deflect, flex and even cut the heat shrink on expensive heat shrink terminals thus defeating the purpose of spending good money on great terminals. Tools like this make horrible terminations, are not repeatable, meet no standards and you truly get what you pay for.
The biggest worry with el-cheapo crimp tools like this is the lack of pull out tensile strength you can achieve due to the very narrow cross section or thickness of the jaws. They also lack any sort of reliability in repeatable crimping.
The industry standards for determination of termination quality, including standards such as; ABYC, NASA, US Military, UL and other standards organizations, is a tensile strength pull test. This tool does not fair well here.
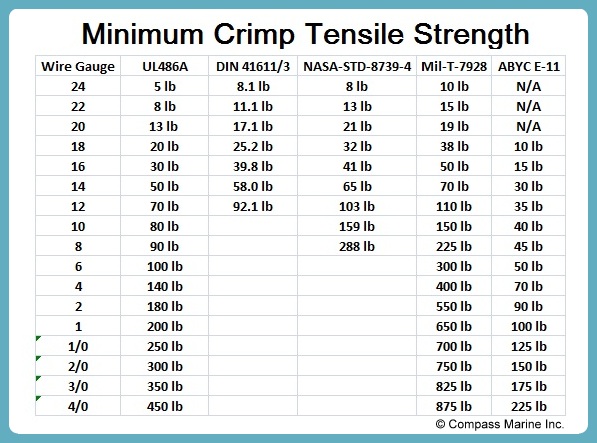
Crimp Tensile Strength Standards
People ask me all the time;
"Rod, How do I know if I got a good crimp tool?"
The only way to know your tool is a good one is to physically test your crimp terminations with your tool and your terminals. When you find a combination that meets or exceeds UL, or better yet MIL-T-7928G, then you have an excellent combination of tool & terminals. Once you find and have tested all the combinations you will use, stick with that brand of terminal and tool for future work.
Unfortunately this is the only decent way to properly know your tool is going to result in a termination suitable for holding up to the marine environment.
After many years of testing, and installing tens of thousands crimp terminals in the marine environment, I can say without pause that MIL-T-7928G, for me, is my own bare minimum. If you are frugal, in your tool and terminal choice, then you should, at the bare minimum, strive for UL-486A.
"RC, what about the ABYC E-11 standard?"
My 2¢ on the ABYC E-11 tensile strength standard is that it is PATHETIC and you will be a chronic under achiever if you set the bar to the PATHETICALLY LOW ABYC E-11 tensile strength guideline. E-11 is a complete joke in this regard. There I said it…..! (wink)
DISCLAIMER: I am a current ABYC member, supporter and also an ABYC certified. Just because I am an ABYC member and certified does not mean I have to agree with everything. I call it as I see it and the ABYC E-11 TABLE XV – TENSILE TEST VALUES FOR CONNECTIONS is a ridiculously low bar.
This is a chart I created by comparing all the useful standards for tensile crimp strength. The chart breaks out the varying crimp standards, including the pathetically low ABYC E-11 standard.
It should be pretty easy for any good quality terminal and mid level or better crimp tool to exceed UL and even MIL-T-7928G in some sizes.
Crimp Terminals – Optimal to Sub-Optimal

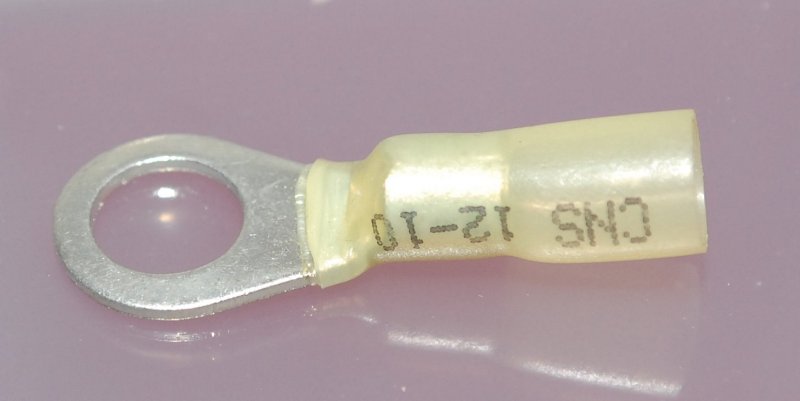
This photo shows a few of the different types of crimp terminals you can purchase. The terminals in the top row are marine grade crimp connectors with built in adhesive lined heat shrink and are the best possible solution, for most applications, to use on a boat.
As I mentioned there is no such a thing as marine grade terminals but that is what the better quality terminals have become known as. Heat shrink terminals, as seen in the top row, are expensive, but in my opinion are almost always well worth it. They are available from manufacturers such as Ancor, AMP, Molex, FTZ, 3M & others.
NOTE:When choosing crimp terminals I would urge you to buy from companies with a reputation to uphold and a long history for quality. If you buy from companies such as AMP/Tyco, Molex, FTZ, Burndy, Thomas & Betts (T&B), *3M, Ancor etc. and you will get better quality terminals than the cheap no-name junk that has infiltrated the country over the last 20 years or so.
* Please be very, very careful buying 3M terminals on-line. Most of what we have found are pure unadulterated counterfeit terminals. Because they may use 3M brand insulation, 3M is a huge producer of the plastics used in electrical terminals, the sellers are identifying the entire product as "3M" when they are not 3M bur rather a cheap imports that uses 3M plastic insulation. Amazon & eBay are loaded with counterfeit 3M terminals. Buyer beware!
The second row of connectors are called insulated terminals but are not heat shrinkable. The ring terminals are a what are considered a three-piece terminal and the butt splices are a solid tube with no seam. These terminals stand head and shoulders above the bottom row but keep in mind that they are not sealed connections. As such they are quasi-open to the marine environment. When used in conjunction with UL 1426 tinned marine grade wire these crimp terminals will last a long, long time provided they are not in any direct contact with water, such as in a bilge.
The third row represents Wal*Mart or Harbor Freight quality terminals that should be avoided on a boat. Heck I'd not personally use this crap in a child's tree-fort let alone a boat. Perhaps the biggest issue is that, being of the bottom feeder variety, they tend to vary tremendously in ID and OD and as such it is a crap shoot as to how a crimp will turn out.
A good tip when buying connectors is this; if you can't see through the insulation, it's most likely vinyl, and should really be avoided. The vinyl insulation on this type of connector can and will crack and the raw metal thickness, where the wire meets the connector to be crimped, is very, very weak in comparison to top quality terminals from reputable manufacturers such as those listed above.
TIP: I buy my FTZ heat shrink terminals from SailboatOwners.com
For non heat shrink insulated terminals I use AMP PIDG Terminals and buy them where ever I can find the best price. Because they are AMP they are quite expensive so I search around.
Heat Shrink Termination – A Heat Shrink Terminal Crimping Tool
This is the Crimp-It Tools DIY-HST crimp tool, is designed specifically for use with heat shrink terminals. While certainly not a pro-level tool it is a very good mid-grade or DIY level tool for the money. This tool is far better than using the wrong tool on these expensive terminals.
This crimping tool is designed so as to avoid damage the heat shrink yet will yield a reliable crimp when used on factory made heat shrink crimp terminals.
This tool is available in the MarineHowTo.com Web Store
CMI DIY-HST Crimp Tool
All purchases of this crimp tool help to keep MarineHowTo.com FREE!!!
Why To Use a Quality Tool

This image should illustrate why not to use cheap crimping tools. The bottom tool is an FTZ controlled cycle heat shrink crimp tool, like the CMI DIY-HST and the top one is a standard $6.00 cut, strip & crimp tool which certainly does none of it's intended uses well at all.
The thicker & better machined jaws of dedicated heat shrink crimp tool will yield a significantly wider crimp-band and lead to a better cold formed crimp.
Well Machined Jaw Faces

A smooth well machined jaw surface is important, especially when working with expensive heat shrink terminals. This tool is designed to avoid or minimize molesting or damaging the heat shrink, during the crimping process, where an incorrect tool can very easily damage it.
Dimple Crimps = Poor Choice
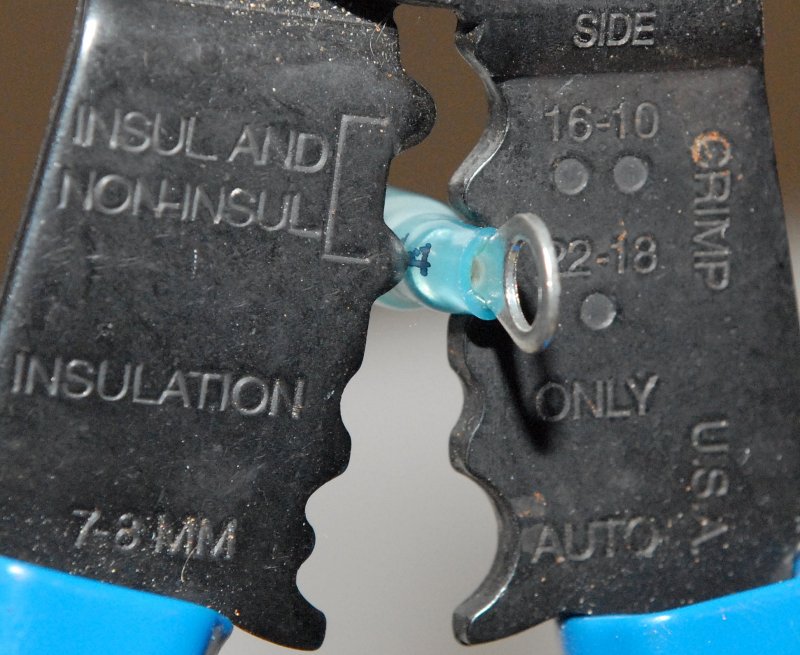
In this photo I have placed a heat shrink terminal into the jaws of a Klein dimple or staking crimper. It certainly does not take a rocket scientist to understand why a dimple crimper should be avoided for use on a heat shrinkable terminal. Once you squeeze the grip the dimple can puncture the expensive protective heat shrink insulation thus rendering the protection you paid for virtually pointless.
NOTE: This Klein cut-strip-crimp tool shows a spot for insulated crimps and also says insulated & non-insulated for the dimple crimp nests. I can not, with a good conscience, recommend anyone using this particular tool, or any crimp tool like this, on heat shrink insulated terminal.
Using a one size fits all crimp tool will usually not save you any money in the long run.
IMPORTANT: If or when you do use a dimple/staking crimp tool the dimple is ALWAYS MADE OPPOSITE THE SEAM. Always face the terminal seam AWAY from the dimple, not at it, as I have shown.
In this photo I am showing the orientation many folks often use, it is incorrect. Doing this can split the brazed seam and cause the termination to fail at a very low pull out strain. If you must use a dimple type tool the dimple should be be made opposite the seam.
Perhaps the most lacking feature of a dimple or staking crimper is that you lose any sort of strain relief crimping on standard insulated crimp terminals. The entire load is taken by just the crimp barrel.
A double-crimp ratcheting tool is designed to make two crimps, one for strain relief, which has different sized dies, and one for the bare wire crimp. If you are trying to wire a boat to be ABYC compliant, which by the way is not a requirement for a DIY, a dimple or staking crimper would really not qualify as the correct tool to use under E-11 for insulated terminals.
Not The Right Tool For The Job….

This is a prime example I came across which illustrates exactly why it is important to use the correct tool for the job.
These expensive heat shrink crimp terminals were destroyed by the installer who chose to use a staking/dimple crimper. These terminals require a tool specifically designed for heat shrink terminals such as the CMI PRO-HST or the CMI DIY-HST. These terminals were less than a week old and the split insulation was intentionally hidden from view, but I found them.
On a good note, the installer used the dimple crimper correctly by making the dimple opposite the seam.. Still it = FAIL!
Don't Be Fooled By Cheap Terminals
Don't be swayed by a cheap price on crimp terminals. A good quality crimp terminal will be made of tin plated copper, not aluminum. As I mentioned previously FTZ, Burndy, T&B, AMP, Molex etc. all make good quality insulated and heat shrink crimp terminals, so you don't necessarily need to buy them at West Marine.
Copper Is What You Want

OK, So I've ruined a few terminals for the sake of illustration, but, I did this to show what you should find beneath that tinned surface. I simply ground away the tinned coating to reveal the solid copper. Be aware that some homeowner grade terminals are coming through made of aluminum.
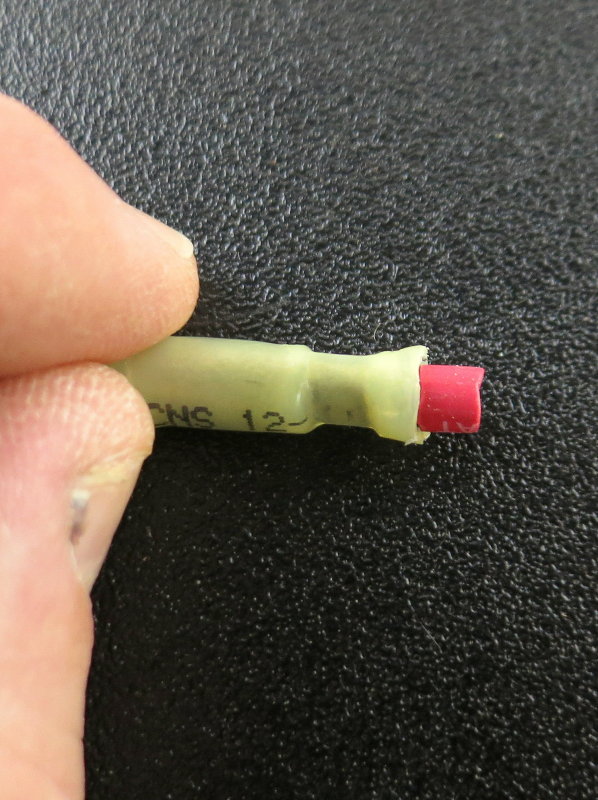
Harbor Freight Heat Shrink Crimp Terminals

I found these terminals on a customers boat. I then pulled an FTZ heat shrink terminal out of my assortment bin and handed it too him. He took one look at the difference and tossed this entire box of HFT terminals into the trash.
Of course doing what I do for a living, I grabbed them out of the trash to make a point in this article. Cheap almost always comes at a price.
Please remember;
* 55% of all boat fires are ELECTRICAL IN NATURE !
Don't become a statistic!!
*Source ABYC/USCG
Harbor Freight Top & FTZ Crimp 'N Seal Bottom

No I am not kidding…..
Is HFT really saving that much money by shorting you on a few hundredths of an ounce of copper..? Compare the metal of butt splices in terms of length. Interestingly enough the jaws on the high quality USA made PRO-HST tool are wider than the area Harbor Freight has left you to crimp to. As Homer says D'oh……
Insulation Removed

A few things I noticed right away:
- The insulation on the HFT terminal came right off and really had little to no adhesive properties.
- The FTZ Crimp 'N Seal terminal fought me the entire way of removing the insulation.
- The FTZ terminal was more robust.
- The OD and ID of these terminals are not the same either.
HFT OD = 5.36mm
FTZ OD = 5.52mm
HFT ID = 3.69mm
FTZ ID = 3.38mm
Making A Heat Shrink Termination

This picture illustrates a crimped then heat sealed butt splice crimp. Read on to see how this was executed.
First Make The Cut

This is fairly self explanatory. My only suggestion here is to use decent wire cutters similar to the ones pictured. In this photo I've chosen a pair of Klein High-Leverage Cable Cutter's Part No. 63050. They cost about $20.00 at Home Depot. Chanel-Lock also makes a set that are slightly less money but they do a rather sloppy cut in comparison to the Klein and the jaws dull quickly.
The right quality tool, for the right job, is always well worth the expense.
Using a set of Diagonal Cut Pliers or "Dykes" as they are normally called will not make as clean or as nice a cut as a good set of cable cutters will and will not work very well at all as the wire gauge gets bigger. I can cut up to 2/0 battery cable with these Klein cutters, if I have to.
Examining The Cut

The Klein High Leverage Cutters make a beautiful & clean cut. A good clean cut is one that will strip well and then slide into the terminal with no stray's.
Strip the Wire

For stripping the wire I use the Ideal Stripmaster Part No. 45-092. There are many strippers that will work, and also that sell for less money, but the most important thing to consider is how carefully you strip with them.
It's pretty important that you do not nick the wire or remove any strands when stripping. The blue Klein crimper/strippers I showed earlier are also a decent DIY quality stripper, but not as easy to use. They are also not as easy to get a consistent strip with without damaging some of the stranding.
The Ideal Stripmaster 45-092 is one of the most reliable tools I own. I own a few of them and one of them I've owned since the early 90's. That tool has literally made thousands and thousands of strips and I can't tell which one is twenty years old and which one is 8 years old. Keep it oiled/lubed and clean, which is clearly easier said than done when working on boats, and it can perform well for decades.
IMPORTANT: When using the Ideal Stripmaster please be aware of the AWG and SAE markings on the stripping dies. If using AWG wire, as we should on boats, be sure to use the AWG slot for the wire gauge you're using and not the SAE slot.
Whichever stripper you choose, always examine the wire after the strip to check for strand damage. If the wire will carry any sort of high load you'll want a good clean strip with all stranding intact..
Stripped
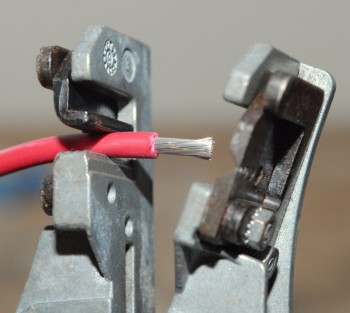
With the Ideal Stripmaster all you do is set the wire you your desired strip depth, often about 5/16 of an inch, and squeeze. They make clean and repeatable strips every time.
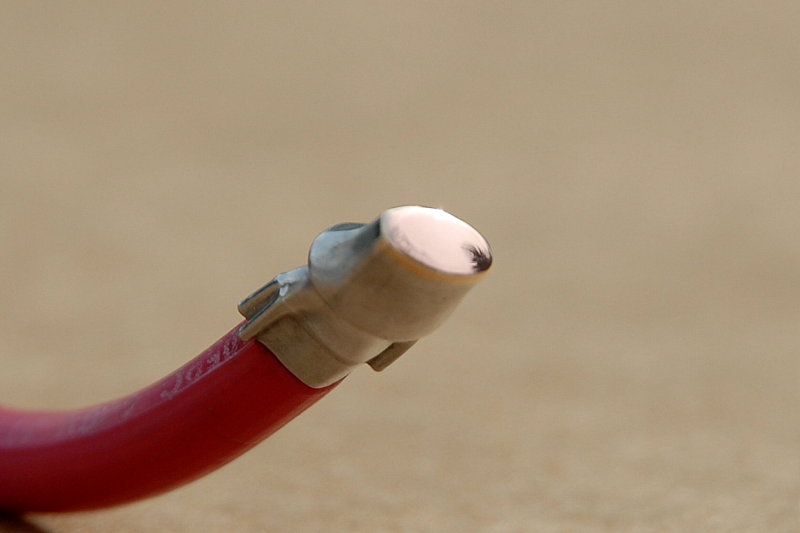
Checking the Strip Length
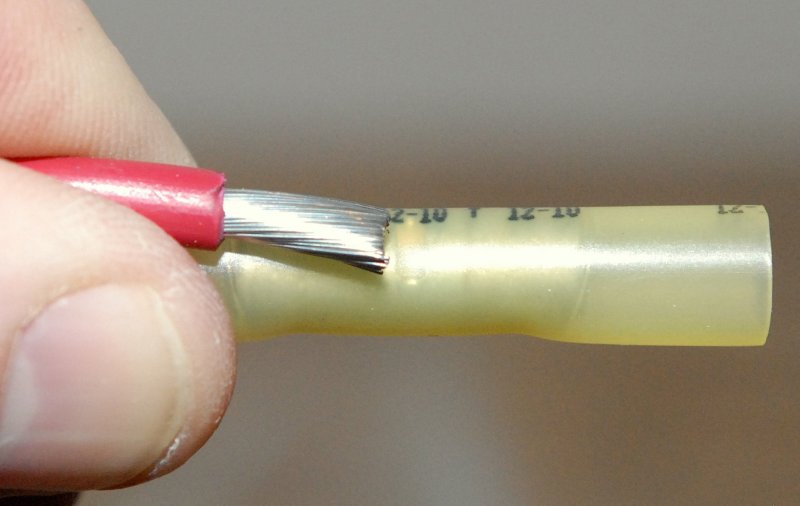
When using butt-splices compare the strip length to the terminals insert depth. Most quality butt splices will have a stop or detente to denote the insert depth. If you look closely at this image you'll notice the center dimple on this butt-splice connector. The wire should go as deep as the center dimple.
Test & Confirm Strip Depth
Check the stripped wire for the proper insert depth. The red of the wire jacket butts right up next to the metal of the butt connector. This wire has been stripped to a satisfactory depth.
Making The Crimp
1- Insert the terminal into the dies and center any seam vertically. (butt-splices do not have seams)
2- Tighten down slightly to about the first ratchet click.
3- This click should hold the terminal in place so you can then insert your wire.
4- Seat the wire in the terminal to the proper depth.
5- Squeeze the handles SLOWLY but steadily until the ratchet mechanism on the crimp tool releases.
6- The ratchet mechanism of the crimp tool should not release until the crimp has been properly executed.
Almost Done
The ratchet mechanism has not yet released but it soon will and the crimp will be properly executed.
The FTZ Tool Completed Crimp

This is how the completed crimp should look before any heat has been applied to heat seal the terminal.
The Pro-HST Heat Shrink Crimp Tool

This is the Pro-HST crimp tool for crimping heat shrink terminals. This is the tool I use for terminating heat shrink terminals. The crimp band is wider and the crimp nests are narrower providing and better cold formed crimp than the typical oval-nest of a DIY grade tool. While both tools work well this is the tool I personally use for heat shrink terminals.
NOTE: I cut the non-shrunk end off of this terminal for illustrative purposes only.
The Crimp-It Tools PRO-HST Crimp Band is Very Wide

One reason the PRO-HST tool can perform so well is in the overall width of the crimp band which means more cold formed wire to terminal interface.
If you are a professional, interested in a USA made professional level heat shrink crimp tool, the PRO-HST is available in the MarineHowTo.com Web Store;
CMI PRO-HST Crimp Tool Made in USA – $146.95
All proceeds from the sale if this tool are re-invested into MarineHowTo.com to help keep it free.
The Completed Crimp – Pro-HST Tool
The width of the crimp band when using the Pro-HST crimp tool is considerably wider and this leads to a better performing crimped termination.
Heat Shrinking & Sealing

Once you've completed the crimping it's time to melt the adhesive lined heat shrink. I am using my heat gun in this photo but not on the highest setting. I've found that with adhesive lined heat shrink you can melt it too fast and not get a proper adhesive melt on the adhesive lining. A slower melt will produce better adhesion to the insulation of the wire jacket.
TIP: Please avoid using open flame on these expensive terminals. It leads to uneven melting of the adhesive, distortions in the insulation and can lead to leaks, bubbles & voids. Use open flame only as a last resort. A heat gun with consistent predictable heat is the proper tooling for these terminals.
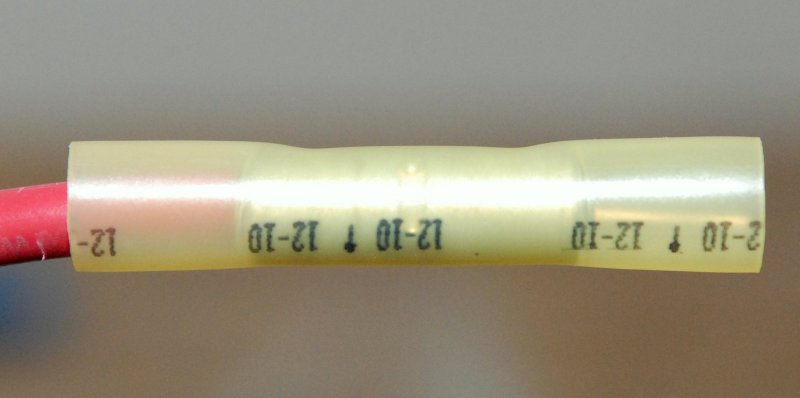
The Completed Butt Connector

Here you can see the clear melted adhesive lining oozing out the ends of the insulation. With this type of heat shrinkable connection the transparency & evenness tell the story.
Where the heat shrink covers the wires jacket, and the barrel, your looking for uniformity in color and transparency. Any spots or areas that are a different color will be spots where the adhesive lining did not properly melt.
One other thing to take notice of is that the single ratchet crimp tool did not rip the heat shrink tubing.
Making an Insulated Terminal Connection
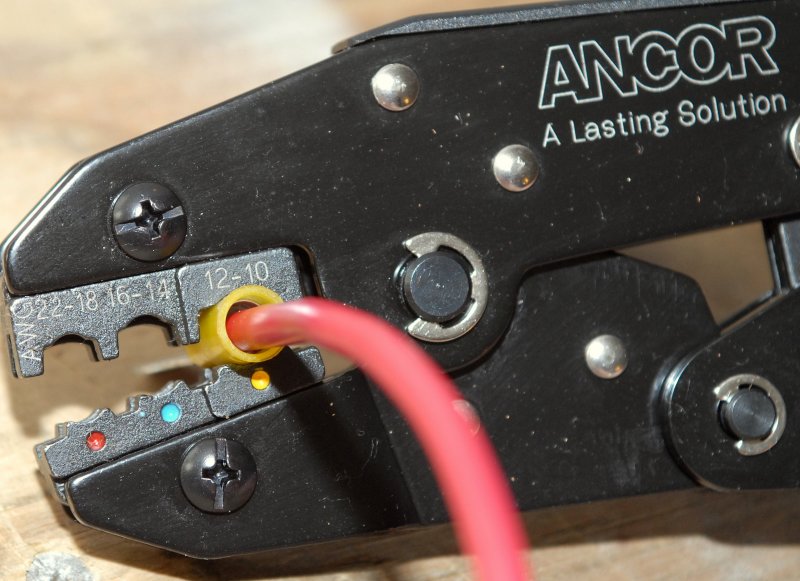
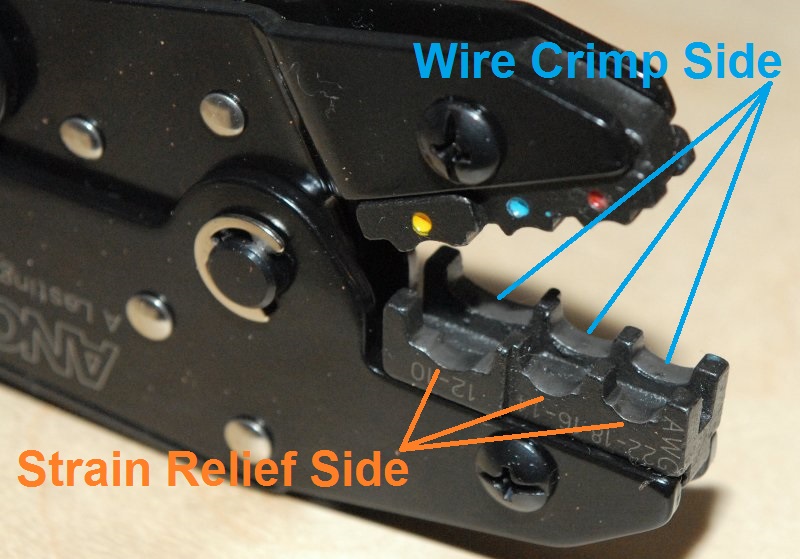
This is an Ancor double crimp ratchet tool for use with insulated terminals that are non-heat shrink. When crimping an insulated terminal, with a double crimp tool, it is important to note the direction the terminal is place into the crimp nest. The insert end or the end of the terminal which you feed the wire into should always face the strain relief side of the crimp die.
Remember when I said "double crimp" yes, this tool makes two crimps at the same time. One crimp is made for the wire and one crimp for the strain relief. These two sides of the crimp die are not symmetrical. The side where the colored dot is, on this particular Ancor tool, crimps the strain relief portion of the terminal and the other side crimps the wire end.
If you make a crimp with the wrong side of the crimping tools die, the crimp will not be correct and will likely fail.
TIP: Other double crimp tools from other manufacturers may be different than this tool. Examine the dies or check with your tool manufacturer for instructions. The side with the smallest crimp ID is the one to crimp the bare wire end.
WARNING: Double crimp tools are UNIDIRECTIONAL! If you crimp the terminal backwards it will pull out far too easily and pose a safety risk. The strain relief crimp nest is considerably larger than the crimp nest designated for the bare wire. A fair number of readers have complained that their double crimp tools don't work well, and some cheap Chinese "look-a-like" tools may not. I always explain that they are unidirectional and the reader most often writes back to say the tool now works just fine.
IMPORTANT: The original Ancor double crimp tool I tested here works admirably well and represented a decent value. Unfortunately, I recently had my hands on a current model of the same tool and it is not the same in terms of performance. Why? Who knows..? Perhaps they moved from a Taiwanese tool maker to a mainland Chinese tool maker. The mainland Chinese tools are generally regarded as poor copies of the Taiwanese tools which are copies of American or German tools…
Remember the wire crimp is always the smaller of the two crimp nests and strain relief is always the larger crimp nest.
Anatomy of an Insulated Terminal
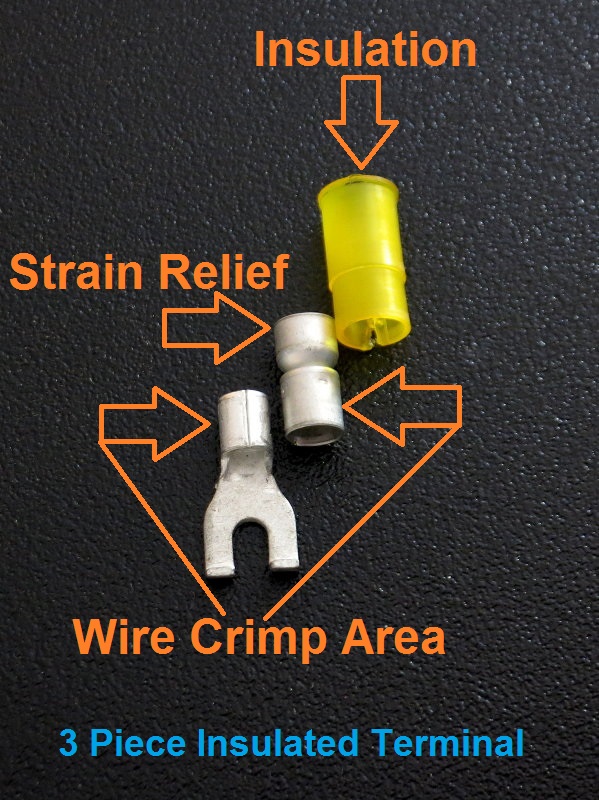
I autopsied an insulated terminal to show why the crimp tool is referred to as a double crimp tool. If your insulated crimp terminals do not have three parts, find some that do. AMP calls this type of terminal a PIDG but this one is made by Molex. (The Molex terminal comes apart much easier than the AMP PIDG)
The wire crimp area gets one crimp and the strain relief barrel gets the second crimp. The dies of a double crimp tool are unequal in size. Using the appropriate crimp tool for an insulated terminal will create both the strain relief crimp and the wire crimp in one single motion.
If I were to disassemble a heat shrink connector all you'd see is the heat shrink and the terminal. You'd only have two pieces, not three, hence the term single crimp as it only crimps the crimp-barrel because there is no strain relief barrel on a heat shrink terminal. The adhesive glue, combined with the insulation, provides the strain relief on a heat shrinkable terminal..
Unfortunately, there are two separate tools because there are two different types of insulated crimp terminals, standard insulated terminals and heat shrink terminals.
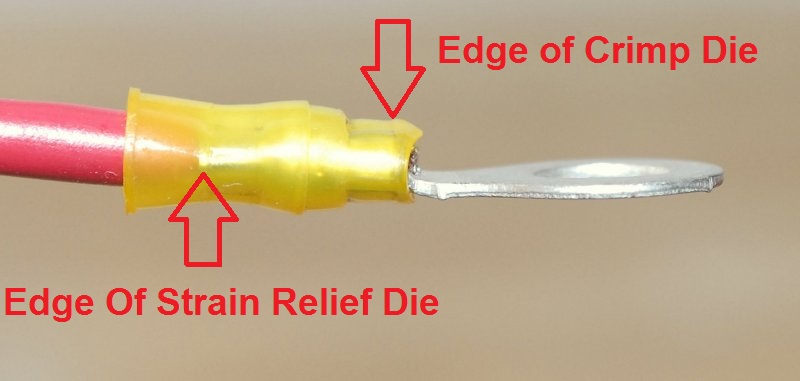
Double Crimps For Insulated Terminals
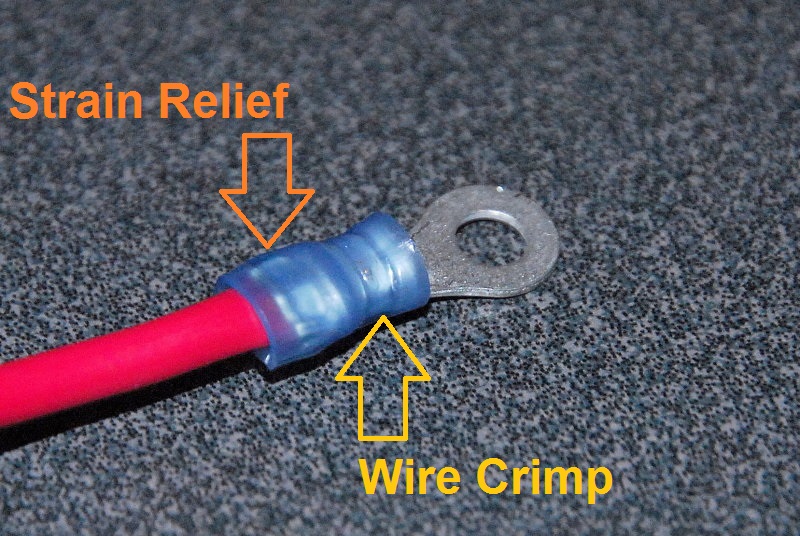
This picture shows where the two crimps are placed when using standard insulated three-piece crimp terminals. This is an AMP PIDG terminal.
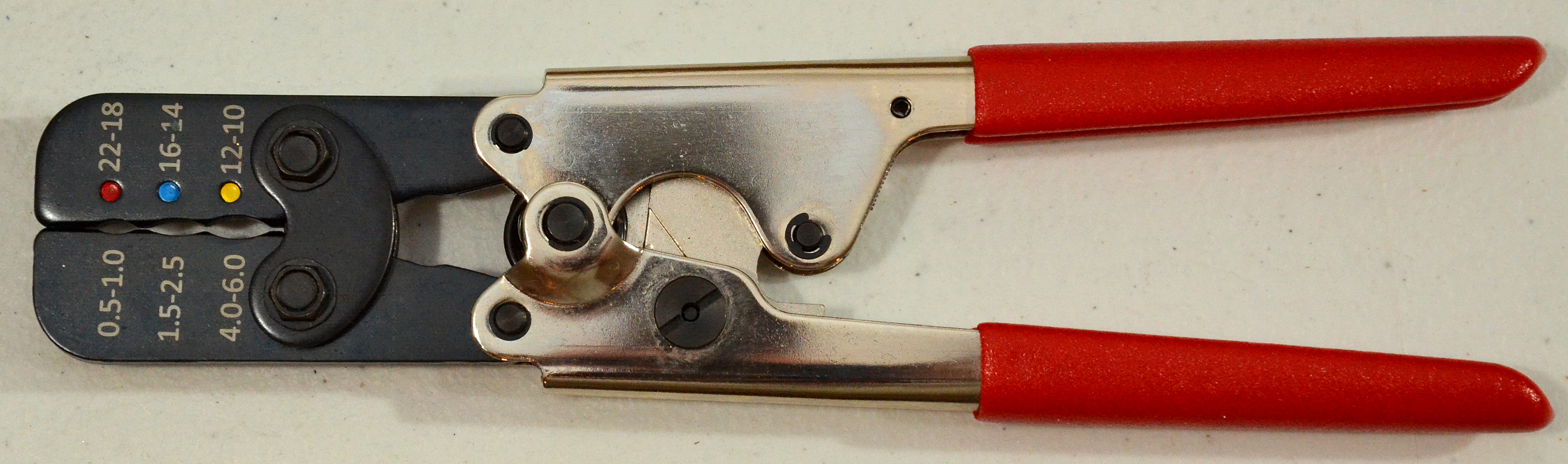
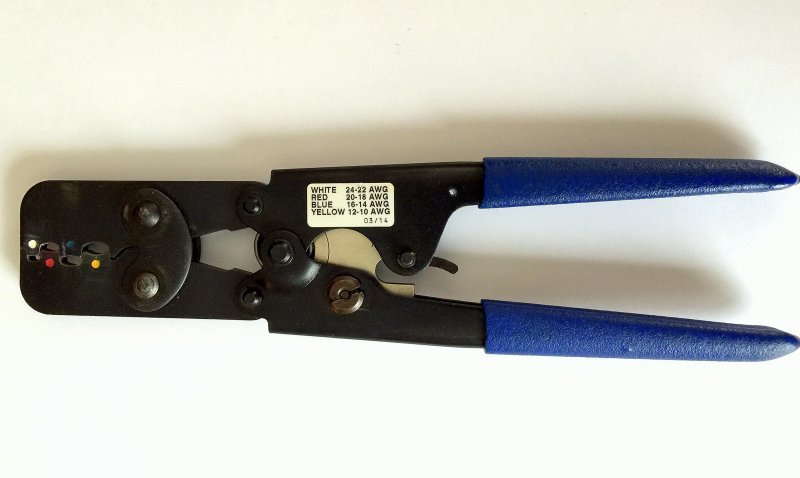
A Mid-Grade Double Crimp Tool
This is an Anchor Products Double Crimp Ratchet Tool Part No. 701030. This crimp tool is not designed, nor intended for, use on heat shrinkable terminals. This particular tool is designed to be used with the three-piece insulated crimp terminal, like the ones you just saw above.
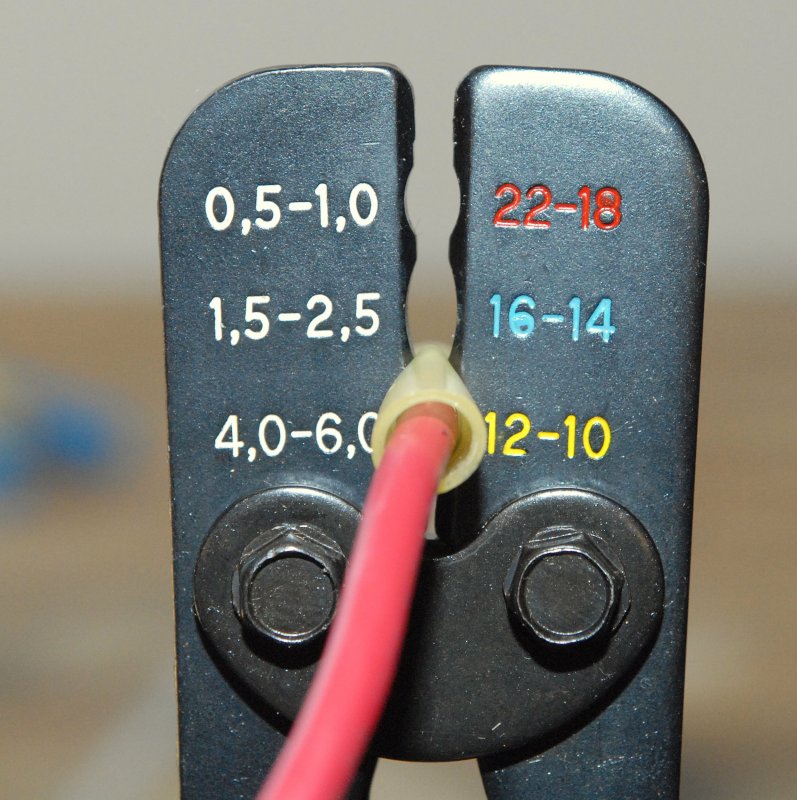
Insulated three-piece connectors are often sold as "marine grade" from 22ga wire to 10ga wire. This tool allows for both the bare wire crimp and the strain relief sleeve to be crimped in one motion, at the same time, and will not release until the full crimp has been made.
One other key feature, of a decent quality ratchet type crimper, is that you can simply re-calibrate when or if they ever migrate out of adjustment.
Insert Depth Incorrect

Before you can even begin to crimp the terminal to the wire, the strip depth needs to be correct. Ideally the wire should protrude beyond the end of the crimp barrel by about 1mm +/-.
This strip-depth is not correct because the wire does not protrude enough.
Insert Depth Correct

Here's a much better strip depth. This insulated terminal is ready to be crimped to the wire.
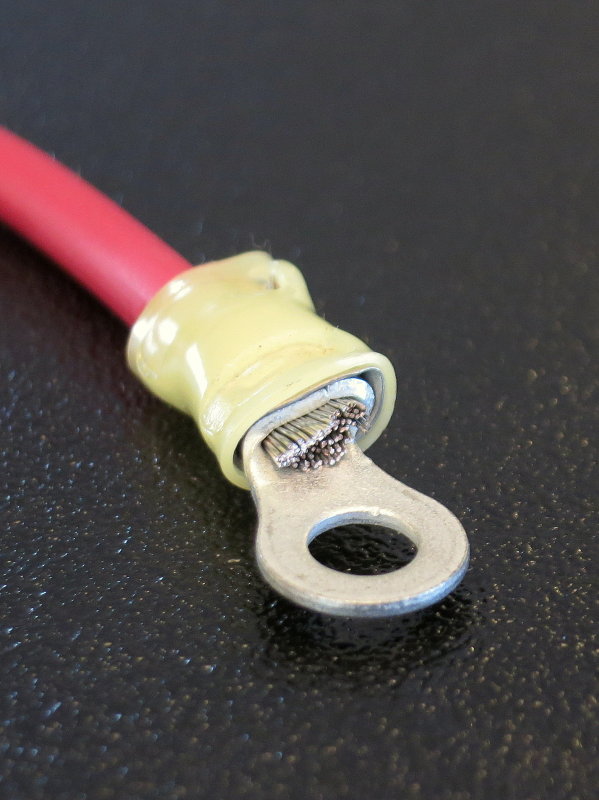
Horrible Crimp Execution

Oh, oh this is not good…… With scissor-style crimp tools care needs to be taken to ensure the terminal is crimped as evenly as it can be. Often the seam in the terminal may need to be cocked slightly so that when the dies come down it winds up vertical.
What's Wrong?
- Terminal Not Inserted Correctly
- Strip Depth A Bit Too Long
- Brazed Terminal Seam Can Split
Scissor-Style Crimp Tool

When I say "scissor style" crimp tool this is what I mean. The jaws close onto the terminal like scissors. While this type of crimp tool can work perfectly fine, they take more practice, care and attention to detail get repeatable crimp performance.
Parallel Movement Crimp-Tool

This is a parallel style crimp tool or what I often call a guillotine-style tool. The dies come together vertically so all you need to do is insert the terminal, with the seam aligned vertically, and then squeeze. They make crimping repeatable, very, very easy and can have more exacting die tolerances.
The down side is that parallel movement crimp tools are a lot more expensive.
DO NOT USE!
If you crimp a terminal like this, please cut it off and start over. This is not a good crimp and can even become unsafe. The strain relief jaw even split the insulation open.
One of the reason I use AMP PIDG terminals, almost exclusively when using insulated terminals, is because the seam on the PIDG terminals is brazed. Even with this absolutely horrible crimp the seam held together.
A lot of three piece terminals do not feature a brazed seam. This is one of the reasons why you will find AMP PIDG terminals on US Military fighter jets and attack helicopters, because they are a top quality terminal.
Strain Relief

Here is what the strain relief side looks like while being crimped with a parallel-style crimp tool.

Good Crimp (L) & Bad Crimp (R)

On the left we have a terminal that was crimped using a parallel-style tool, and on the right the bad termination from above made with a scissor-style tool.
An interesting observance to make is the wire crimp-band width on the parallel-style tool, and how smooth the insulation transition is on the left/good vs. the right/bad.
On the inexpensive mid grade scissor style tool the wire crimp die is considerably thinner and makes a much narrower crimp-band on the terminal. This is why the parallel-style tool (left crimp) will repeatably wind up at about 190 pounds of tensile force (exceeds NASA and Mil-Spec), and the one on the right varies between 60 pounds and 105 pounds of tensile strength depending on how well you execute the termination.
Like anything in life, attention to detail matters.
Insulation Removed

With the insulation removed there are no surprises here either. The crimp on the right is still 100% unacceptable.
Strain Relief – Good (L) & Bad (R)

Here is a strain relief view of a good crimp vs. a bad one.
Double-Crimp Jaw Positioning & Fit
One other important thing to consider is the orientation of the terminal in scissor-style tools. Here the terminal is aligned to deliver what most would assume to be as even a crimp as is possible. That assumption however would be incorrect.
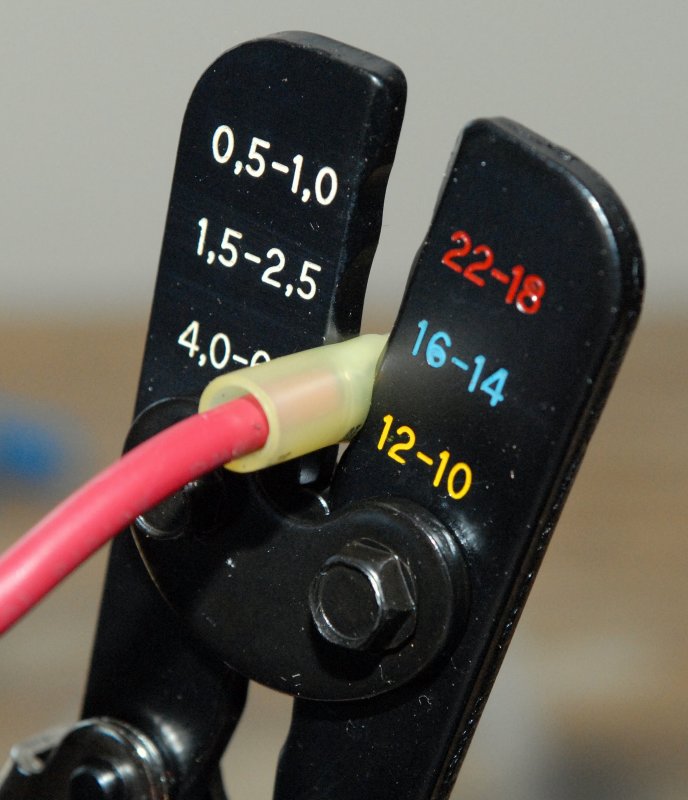
While the seam orientation may look fine the off-center position of the terminal can cause it to "roll" into the center of the dies once you start to squeeze. By not centering the terminal in the dies and orienting it for proper seam alignment, this can create an uneven crimp. Center the terminal in the crimp nest and align it well vertically before crimping.
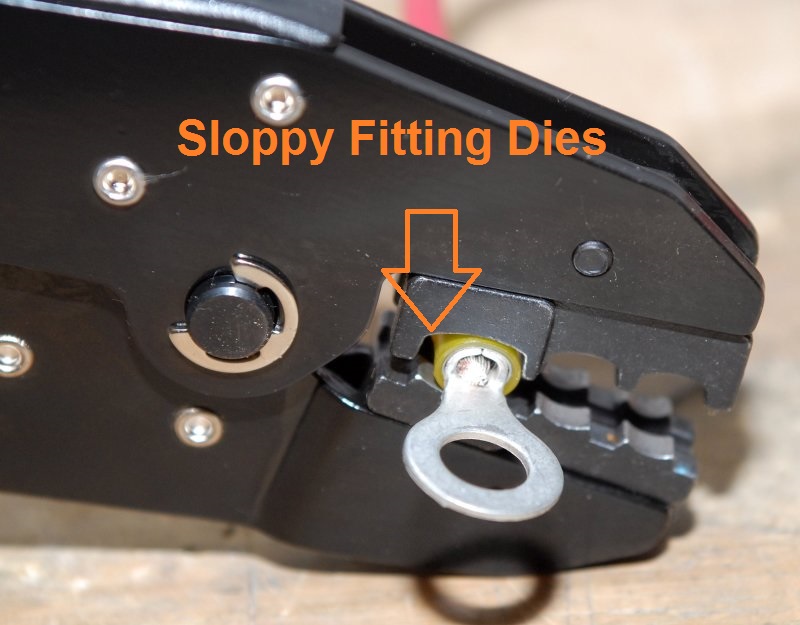
With mid-grade level tools be aware that the insulated the RED, BLUE & YELLOW dies can vary tremendously and some can be a pretty sloppy fit for the terminal, side to side in the crimp nest.
Some of the low price point import tools are actually not even made for AWG sized wire. Some are made for SAE and some are made for metric wire but all will be marked as;RED, BLUE & YELLOW .
A sloppy fit can allow the terminal to orient incorrectly in the die nests and can result in a bad crimp. Please be aware of this in order to yield repeatable terminations.
A Tale of Five Off-Shore Crimp Tools

Unfortunately, over the last 10 years or so, cheap Chinese knock-offs of good quality American made tools have infiltrated this country. In this image I have five different ratcheting double crimp tools with five different die sets for insulated terminals. None of these tools perform the same nor do they make the same tensile strength terminations. The copy-cat chain of events for one particular tool went like this:
> Japanese copied tool from US manufacturer > *Taiwanese copied tool from Japanese > Chinese Copied tool from Taiwanese > Other Chinese companies copied tool from Other Chinese companies > etc. etc..
NOTE: *The Taiwanese and Japanese tools are generally considered far better knock-off tools than mainland Chinese versions..
So, thinking about the copy-cat chain of events from above, what do you suppose happened to each copy beyond the original AMP tool? The Chinese are VERY, VERY good at look-a-like but they very often FAIL at performs-a-like..
To the naked untrained eye they all look virtually identical, but they are far from it.
Two of these double-crimp tools have die sets are NON-DIRECTIONAL meaning the strain relief side and the wire crimp side are identical. The strain relief and wire crimp sides of an insulated terminal are NEVER IDENTICAL SIZES. This = FAIL!
The other three tools have dies sets that are nowhere even close to similar but they are all clearly marked R, B & Y. This = FAIL!
The Only tool here that really performs admirably well is the Ancor tool. The die set in this tool is fairly well machined and it can make a crimp that exceeds UL, ABYC & DIN standards.
When buying crimp tools it is best to purchase from manufacturers who have a reputation to uphold.
Two of the pictured tools are from the same vendor, using identical part numbers, yet one has non-directional dies and the other has uni-directional dies.
One thing Chinese knock-off artists are good at is consistency, yeah right… (wink) If you want to gamble buy a no-name Chinese crimp tool, if not stick with tools from the likes of AMP, Molex, Ancor, T&B, Burndy or other companies who actually do care about their reputation. Let legitimate companies do the homework for you.
With crimp tools you do tend to get what you pay for.
Poor Terminal Quality – No Brazed Seam

This photo shows a fairly even, but not perfect, crimp taking place.
What we are really looking at here is a run-of-the-mill grade three-piece insulated terminal. While it is a three-piece terminal, this one does not feature a brazed seam. We can see that even with a fairly even crimp the seam is already beginning to open.
Brazed seam insulated terminals, like the AMP PIDG terminals, cost more but are a better quality terminal.
The Crimp

While this crimp was executed in an okay fashion, by the Ancor tool, it still lacks a brazed seam and will not likely yield comparable tensile strength numbers to a better quality brazed seam terminal.
This crimp tool makes an okay crimp, but not a crimp that is equal to something that would be allowed in the aerospace market. Do you need aerospace grade, no, but it never hurts to set the bar higher rather than lower.
Pair the Ancor with a brazed seam terminal and it can pass UL & even Mil-Spec on some sizes..
Profile View
Here you can see the "double" part of the double crimp. Both the barrel and the strain relief have been crimped thus the term "double crimp tool".
One area to be aware of is the spacing between the wire crimp die and the strain relief die in relation to the terminals you are using. Here the spacing is a bit too wide.
Once you choose a double crimp tool experiment with different brands of three piece terminals to find the best match. Once you have a good match stick with that terminal and that tool moving forward.
Checking The Strength

In the sailing & boating community I often find lots of skepticism surrounding crimped terminals. This is of little surprise to me, because the average crimp tool I see on the boats, that I set foot on, costs somewhere in the neighborhood of $4.50. I suppose I'd be a skeptic too, especially if I'd spent less than the cost of a Whopper Jr. for my crimping tool. (grin)
After thinking about all the skepticism, I decided to do a little illustrative experiment to display the strength of a crimp executed with mid-grade crimp tool.
To do this experiment I used a 12-10 AWG FTZ heat shrink crimp terminal. The wire used here is 12 AWG UL 1426 tinned marine grade wire and I chose the very affordable Crimp-It Tools DIY-HST heat shrink crimp-tool to execute the crimp.
This photo shows the crimped butt connector, with 12AWG wire, holding the entire weight of two 35 pound class anchors. The static load hanging on this butt splice is approx 70 lbs..
Pretty Strong For a DIY-Grade Tool!

This picture sums it up pretty well. A well executed crimp termination is much stronger than most ever assume.
Clearly I got bored with the excitement level of just two anchors and decided to up the ante & try it with four anchors. Shown here is a Rocna 33 (33 pounds), Spade A-80 (16lbs.), Super Max 35 (35 pounds) and a Fortress FX-16 (10 Lbs.).
Yes, you read it correctly, that 12GA wire and crimped heat shrink connector are supporting approx 95lbs.
As shown this crimped butt splice, made with a $36.95 DIY-grade tool, is shown exceeding ABYC, UL and DIN crimp standards.
Another Test; This Time With NO CRIMP

I decided to up the ante and test the strength of the adhesive lined heat shrink alone to decipher it's added benefit in overall total strength for the strain relief..
To do this I striped the wire as I would normally do then instead of crimping the butt connector I simply applied heat and melted the adhesive lined heat shrink around the wires jacket.
This photo shows the actual connection that I used in the photo below.
The Results

I was quite impressed by the durability of just the adhesive lined heat shrink tubing.
The heat shrink alone actually held my 10lb Fortress FX-16 anchor just fine. I then tried my 16 lb. Spade A-80 anchor and the connection failed before I could even turn around and get my camera! Still ten pounds is not bad and it should certainly keep any moisture out.
Interestingly enough a yellow insulated terminal crimped with the "el-cheapo" cut-strip-crimp tool, from the second picture in the article, held less than ten pounds in my tensile testing. Based on that the adhesive alone is stronger than an el-cheapo pair of crimpers…. Ouch…..
So the failure point was somewhere between 10 and 16 lbs. static load, for just the heat shrink alone.
What Happened?

As you can see in this picture, the jacket stretched, got thinner due to elongation, and pulled away from the adhesive.
I had stripped that wire just like I would have had I been crimping it. Before the failure there was considerably more wire showing. If you look closely you can see the remaining adhesive beginning to fail on the end that had not yet come apart.
A Tale of Two Crimps

OK I did one last experiment. This time I made a crimp with my Klein crimper/strippers and one with DIY-grade heat shrink crimp tool. I then cut the crimped terminals open with my Dremel tool and took a peak.
The crimp on the left was made with the DIY-HST heat shrink crimp tool. This an inexpensive DIY quality crimp tool, and the crimp on the right was made with a Klein dimple-crimper, a very mediocre crimp tool, but also the type many boat owners use to make crimped connections.
I now understand why many boaters think air or water can get into a crimp and corrode it. If you look at he crimp on the right, made with the dimple crimper, you can still see strands of copper wire. The crimp on the left is far superior and has in fact cold worked or cold formed, into a near-solid mass. While it is technically not a solid mass of copper there is almost no room for moisture or air to get in between the strands of wire and begin wicking.
I think the photo speaks for its self and shows why a decent quality crimping tool is worth the money..
Crimp vs. Solder
This discussion has been beat around the net more than a tennis ball. I think the best statement on soldering a crimped terminal comes from the Senior Product Engineer Tom Michielutti at AMP.
AMP is one of the most widely respected suppliers of crimp terminations to the US Aerospace and military sectors. Below is the statement from the senior engineer at AMP. These are NOT MY WORDS.
Begin Quote:
"Subject: Soldering Crimped Connections & Solder in Crimps
This subject is discussed in AMP's internal "Fundamentals of Connector Design" course.
Soldering Crimped Connections
In the minds of some customers, fortunately a diminishing minority, the reliability of crimped connections can be improved by soldering. In fact, soldering can degrade the performance of properly crimped connections. Such degradation can arise from the effects of soldering temperatures, the potential corrosion from improper cleaning of soldering fluxes and the effects of solder wicking on the conductors. Solder wicking causes the multi-strand conductors, which have high flexibility and stability against vibration, to become, effectively, solid which degrades both the performance characteristics mentioned. For these reasons, soldering of crimped connections is not recommended.
Should Solder be Used in Crimps?
Crimps are designed to work without solder or solder-dipped wires. Solder present in a crimp changes the deformation, metal flow, cleaning, welding, and residual force characteristics designed into the crimp.
Soldering would be an additional heat producing assembly step. Test results show that soldering or solder-dipping wires before crimping does not produce a termination superior to that obtained in a properly applied crimped termination. Some tests specifically show detrimental effects due to soldering or solder-dipping (e.g. soldered crimp terminations can lose some ability to withstand vibrations and flexing, due to solder embrittlement of the copper wire, and/or due to solder wicking up the strand of stranded wire to form a short length of solid conductor near the termination).
The terminated conductor then does not have the flexure strength characteristic of strand wire, and should behave more like solid wire which fails quickly in flexure testing."
The above is a direct quote from AMP/Tyco/TE Connectivity.
PHOTO: The cut open pictured crimp was made with an AMP 59239 and an AMP yellow PIDG terminal.. This combination is certified for aerospace use. When crimped with a 12 AWG wire it will also withstand 190 – 192 pounds of pull-out force and do so repeatably within a pound or two every single time. This is 80 pounds beyond Mil-Spec..
If You Still Insist On Soldering….

Here is an example of what I consider a pretty Mickey Mouse Club version of soldering but it is the most common I see. In this case I crimped first, then soldered the exposed wire to the crimp barrel. If you get good at soldering this is not difficult but it does take practice to do on a boat and it does require a quality soldering iron.
WARNING: Please be very careful with any solder that flows down onto the ring or spade portion of the terminal. A lump of solder can created an uneven surface which results in uneven clamping pressure of the set screw. Uneven pressure on the terminal can lead to a high resistance situation. This would NOT be good…
It should be noted that the NASA, Military and Aerospace wiring standards specifically prohibit crimping terminals to solid conductor wire or to solder-tinned wire. Crimps must be made first…
This is NASA's take on soldering solder-tinned wire:
"NASA 4.3.4 Crimping – Stranded wire shall be used for crimping (Requirement). Crimping of solid wire is prohibited. Crimping of solder tinned wire is prohibited."
"Solder tinned" wire is different than tinned STRANDING where each individual strand is tinned. Solder tinned means you pre-tinned the end of the wire before you made a crimp. Please do not do this.
If you insist on soldering your crimped terminations the the quasi-optimal way to do this (really there is no optimal way because you don't need to solder crimped terminals) is to crimp first then solder.
As can be seen with the right tools and technique you can solder the end of the terminal and not melt the insulator or wire. You won't achieve this with a $5.00 Radio Shack soldering iron.
If You Really Must Solder

This type of terminal barrel lends much better to crimp-then-solder than do pre-insulated terminals. This is a bare non-insulated "B" or "F" type crimp terminal. You crimp it with the correct tooling then apply solder to the very end of the wire and let some flow into the "B", or butt cheek part of the terminal.
NOTE: Please take note that in this image, and in the last image you saw, proper crimping has not allowed solder to flow beyond the crimp-band. Solder that flows beyond the crimp band would create the proverbial "hard spot" which ABYC and other standards want to avoid.
If you use the proper crimp tools, the solder should not flow beyond the crimp-band area to the part of the wire that needs to remain flexible. If you use tools that cost less than a Whopper Junior well, sure, you can create a hard spot and the wire could fracture.
This type of crimp takes yet more tools in your bag, terminals that are harder to find in a good quality level, you will need to self-insulate the terminal. It also takes considerable time to execute properly.
NOTE: I do not recommend, nor do I suggest, doing a crimp & solder as it is really quite unnecessary, if you use the right tools to begin with. If it helps you sleep better, and you have the skills, by all means it's your boat and your choice.
Terminal Cut Open

Here I've used my side cutters to nip away at the crimped then soldered AMP PIDG insulated terminal. As note earlier the solder did not wick past the crimp-band area and create a hard spot.
This is because I made the crimp with the proper tooling to begin with, thus making soldering an unnecessary step. If you used a low grade tool, yes, you would create a hard spot and yes the solder can & could wick beyond the crimp-band area.
IMPORTANT: These images are for illustrative purposes only and are not a suggestion nor a recommendation to crimp and use solder. As they say; your boat, your choice.
Which Crimp Tools Do I Use For Insulated Terminals?

I actually don't use many of the crimpers shown in the body of this article except for the Pro-HST, not that they are not okay tools, but as a professional I prefer the crimps made with professional level tools like these.
If I am putting my name on a crimp only professional grade tools such as these AMP crimp tools will make me happy. Please do not feel you need to run out and buy these, as everyone has their level of quality that will make them happy, mine is obscenely high.
These parallel-movement crimp tools are used in the aerospace industry to make certified aerospace quality crimp terminations. They can be re-built and re-calibrated by certified re-builders / re-calibrators and will literally last a lifetime. Each of these tools has made thousands and thousands of crimps and they remain in-spec.
The one on the right crimps blue and red insulated spade and ring terminals and the one on the left crimps yellow insulated spade & ring terminals only.
The gold standard AMP T-Head crimper on the right is part# 59250 and sells new for $1347.00. The one on the left is part # 59239-4 and sells for $671.00. They can often be found used through a re-builder or re-calibration specialist for considerably less money.
Before you can begin to complain about how expensive a DIY/mid grade crimp tool is, just think about what the ones I use cost. (wink)
What About Heat Shrink Terminals?
While I really do like heat shrink crimp terminals I was never fully satisfied with the available crimp tools for professional everyday use. I first developed some custom tools by modifying existing crimp tool frames, testing the pull strength and then worked closely with a German company first then a USA manufacturer, who builds crimp tools for AMP, to land on this tool.

The Crimp Dies Don't Just Squash the Terminal

Cheaper tools often tend to squash the terminal into an oval shape. With the PRO-HST the terminal fits with less space between the crimp nest-walls and the jaws/dies are much wider for more contact in the crimp-band area. The jaws then come down and compress the terminals so it has a more 360 degree compression of the terminal rather than just a squish action. In testing, the PRO-HST beats all our others heat shrink tools in terms of pull out strength, including comparisons against high end German tools that cost 4X as much.
The PRO-HST crimp tool is what I consider a professional-level tool for heat shrink crimp terminals. While this tool is not inexpensive, it is made right here in the USA in small lot quantities. The pricing certainly reflects that it is US made, and made in small quantities. We generally sell this tool to professionals and occasionally a very discriminating DIY. The cost of the Pro-HST $146.95 and all proceeds are rolled back into MarineHowTo.com to help keep it free.
Beyond the USA made PRO-HST, CMI has added the Crimp-It line of tools. We've specified, tested and either import from Taiwan (not mainland China) or have them made here in the USA. The latest addition to the CMI family of crimp tooling is our DIY-Modular Tool. The DIY-Modular crimp frame has numerous dies available, all focused on marine wiring, and the terminals we use.
Shop all our Crimp-It Tools in the MarineHowTo.com web store
MarineHowTo.com Crimp-It Tools
Happy Terminating!
Share This Story, Choose Your Platform!
Source: https://marinehowto.com/marine-wire-termination/
0 Response to "What Gauge Wire Should I Feed to Marine Fusebox"
Post a Comment